Стекло защитное 34*5 мм - ОРИГИНАЛ 8 кВт



Стекло защитное 34×5 мм для лазерных станков (ОРИГИНАЛ, до 8 кВт)
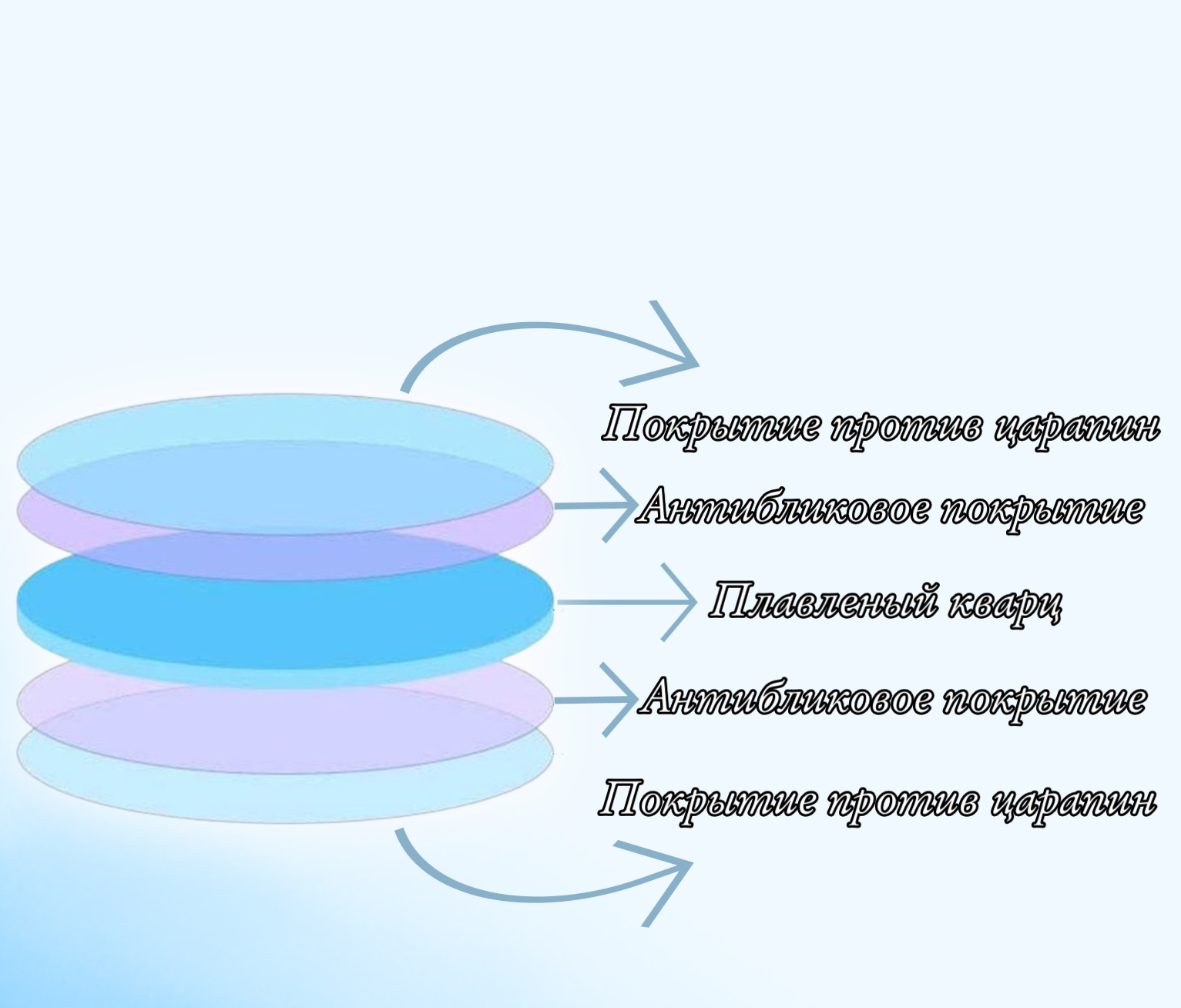
Оригинальное защитное стекло диаметром 34 мм и толщиной 5 мм предназначено для работы в режущих головах волоконных лазеров мощностью до 8 кВт. Оно устанавливается в нижней части головы и берёт на себя весь удар: брызги металла, дым, пыль и продукты горения не попадают на дорогую фокусирующую оптику, что резко снижает риск выхода из строя коллиматора и фокусирующей линзы.
Стекло изготовлено из высокочистого плавленого кварца (fused silica) с двусторонним просветляющим (AR/AR) покрытием в диапазоне 1030–1090 нм / 1064 нм – стандартном для волоконных лазеров. Такое покрытие обеспечивает пропускание до 99,9 % энергии излучения, минимизирует отражения и нагрев стекла, что особенно важно при работе на высокой мощности.
Благодаря точным допускам по диаметру и толщине стекло 34×5 мм совместимо с большинством голов BOCI, Trumpf, Bystronic и других производителей, где используется формат защитного окна D34×5. Для подбора по артикулу вы можете обратиться к нашим менеджерам.
Преимущества оригинальных защитных стёкол 34×5 мм
-
Надёжная работа до 8 кВт. Плавленый кварц и качественные AR-покрытия значительно уменьшают поглощение и нагрев, за счёт чего стекло стабильно работает на высокой мощности, а зона реза остаётся чистой.
-
Максимальная прозрачность. Двустороннее просветление (AR/AR@1064 nm) обеспечивает пропускание свыше 99,9 %, что даёт стабильный фокус и минимальные потери мощности на стекле.
-
Точные размеры и посадка. Соблюдение допусков по диаметру и толщине гарантирует правильную установку в посадочное место головы, отсутствие зазоров и перекосов — это снижает риск загрязнения и паразитных отражений.
-
Долгий срок службы оптики головы. Оригинальное стекло защищает дорогие коллиматор и фокусирующую линзу от брызг и конденсата. Своевременная замена дешёвого расходника позволяет экономить на дорогостоящем ремонте головы.
-
Предсказуемое качество реза. Стабильная прозрачность и отсутствие микротрещин на поверхности уменьшают расфокусировку и обеспечивают ровный рез даже при длительных сменах.
Область применения
-
Волоконные лазерные станки мощностью до 8 кВт
-
Режущие головы формата D34×5 (BOCI, Trumpf Trudisc и др. — уточняйте совместимость)
-
Лазерная резка стали, нержавейки, алюминия и цветных металлов
Краткие технические характеристики
-
Диаметр: 34 мм
-
Толщина: 5 мм
-
Максимальная мощность: до 8 кВт (рекомендуемое применение)
-
Материал: высокочистый плавленый кварц (Fused Silica)
-
Покрытие: AR/AR, просветляющее, диапазон 1030–1090 нм (λ≈1064 нм)
-
Назначение: защитное стекло (protective window) для оптики режущей головы волоконного лазера
BOCI и Bochu — одно и то же?
Часто возникает вопрос: почему в одних каталогах написано BOCI, а в других Bochu BLT?
-
Производитель голов и систем управления — Shanghai Friendess Electronic Technology Co., Ltd.
-
Исторически их бренд и продукция на рынке часто обозначались как BOCI.
-
В последние годы компания продвигает бренд BOCHU (Bochu) и линейку интеллектуальных голов BLT (BLT4, BLT6, BLT8 и т.д.).
BOCI = Bochu (BLT) — это один и тот же производитель и та же линейка голов, просто с разными написаниями в старых и новых каталогах.
Изготовление защитного стекла 34×5 мм
Производство оригинального защитного стекла для лазерных станков — это полный оптический цикл, а не просто «отрезали кружок из стекла». Условно процесс можно разделить на несколько этапов.
1. Выбор и подготовка оптического материала
-
В качестве сырья используется высокочистый плавленый кварц (JGS1 / Fused Silica). Он имеет:
-
очень малое поглощение на длине волны 1030–1090 нм (диапазон волоконных лазеров),
-
высокую термостойкость и химическую устойчивость,
-
высокий порог лазерного повреждения.
-
-
Из слитка или крупной пластины кварца нарезаются заготовки нужной толщины, которые затем шлифуются до базового размера.
2. Механическая обработка заготовки
Далее заготовка превращается в оптическое окно с точными геометрическими параметрами:
-
Круглая резка (dicing).
Пластину кварца режут на круглые «таблетки» диаметром 34 мм с небольшим припуском на доводку. -
Плоское шлифование и доводка по толщине.
Параллельные поверхности обрабатываются на плоскошлифовальных и доводочных станках до толщины 5 мм с допуском порядка ±0,05–0,1 мм (для качественных окон — ещё точнее). -
Шлифовка кромок и фаски.
Торец круга снимается с фаской 0,2–0,5×45°, чтобы стекло:-
не скалывалось при установке в держатель,
-
не давало концентраторов напряжений при нагрузке давлением газа.
-
3. Прецизионная полировка оптических поверхностей
После грубой механики стекло «оптически доводят»:
-
Поверхности полируются до высокой оптической точности (типично λ/4–λ/10 по плоскостности, качество поверхности 40/20 или лучше по Scratch/Dig).
-
Низкая шероховатость и малое рассеяние крайне важны для:
-
минимизации потерь и нагрева при больших мощностях,
-
сохранения формы пучка и стабильного фокуса.
-
На этом этапе заготовка уже прозрачная, но без просветляющего покрытия потери на отражении были бы около 8–10 % (по ~4 % с каждой стороны).
4. Нанесение просветляющих покрытий (AR-плёнок)
Главный «секрет» защитного стекла – правильное антиотражающее (AR) диэлектрическое покрытие:
-
Подготовка и очистка.
Перед напылением стекла проходят глубокую очистку:-
многократное промывание в деонизированной воде и специальных растворах,
-
ультразвуковую чистку,
-
сушку в чистой камере.
Любая пыль или жир здесь критичны — они снижают порог лазерного повреждения.
-
-
Вакуумное напыление.
В вакуумной камере на обе стороны стекла наносят многослойную диэлектрическую структуру (обычно методом термического/электронно-лучевого испарения или ионно-лучевого напыления).
Покрытие оптимизируется под диапазон 1030–1090 нм (1064 нм), чтобы:-
уменьшить отражение до <0,1–0,2 % с каждой стороны,
-
обеспечить суммарную пропускание >99,6–99,9 %.
-
-
Высокий порог лазерного повреждения.
Качественные AR-покрытия на fused silica обеспечивают порог >15–20 Дж/см² и рассчитаны на мощность 6–10 кВт и выше при правильном охлаждении и чистоте. -
Дополнительные свойства.
Современные покрытия дополняют:-
улучшенной устойчивостью к царапинам,
-
возможным «антигрязевым» верхним слоем, который облегчает очистку от брызг и копоти.
-
5. Финишная очистка и контроль качества
После напыления каждый элемент проходит финальную проверку:
-
Оптический контроль:
-
измерение коэффициента пропускания на длине волны 1064 нм,
-
проверка равномерности покрытия по площади,
-
интерферометрия для контроля плоскостности и клина.
-
-
Визуальный контроль: отсутствие царапин, сколов кромки, пузырей и включений.
-
Чистота поверхности: стекла очищаются в безпылевой зоне, упаковываются в индивидуальные боксы или кассеты, исключающие контакт рабочей поверхности с руками и пылью.
Только после этого защитные стёкла диаметром 34 мм и толщиной 5 мм поступают на склад как готовый расходный элемент для голов лазерных станков до 8 кВт.